400D 실리콘 스틸 선
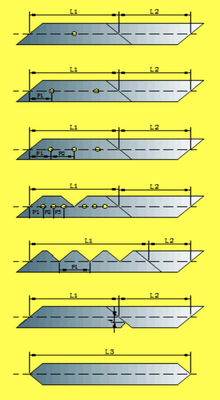
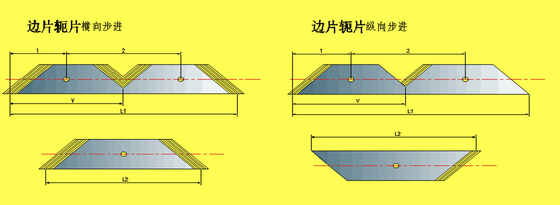
400D 실리콘 스틸 컷 투 롱 라인은 두 개의 구멍 뚫고, 한 개의 V 톱니, 고정된 450 및 1350 절단,제품의 정확성을 보장하면서 가공 효율을 향상시키는그것은 안전, 효율적이고 정확한 방법으로 변압기 lamination 코어의 측면 시트, 요크 시트 및 중앙 기둥 시트, 직각 시트를 잘라낼 수 있습니다.이 장비는 설계되어 있으며 완전한 서버 드라이브를 갖추고 있습니다, PLC 제어, 모션 제어 시스템, 영어 운영 인터페이스, 그리고 다채로운 터치 화면, 이해 및 운영을 쉽게합니다.
1.주요 기술 매개 변수
■ 원자재 요구
1) 너비 허용: ±0.1mm
2) 부어: ≤0.02mm
3) S 허용: ≤0.2mm 단방향 2000mm 내
4) 파동 허용: 부분 파동 높이 ≤1mm
5) 썩지 않는 점, 두께 허용: ≤0.02mm
■ 원자재 사양
1) 적용 가능한 재료: CRGO 코일
2) 재료 두께: 0.18-0.35mm
3) 재료 너비: 40-400mm
4) 코일 ID: 500mm
5) 코일 과다: 1200MM
6) 코일 무게: 2T
■ 완제품 데이터
1) 크기 길이는: 350~2500mm
2) 사이즈 허용: 균일 속도에서 ± 0.20mm / 2m
3) 절단 각 정밀도: ±0.025°
4) 절단 톱니: ≤0.02mm
5) 펀칭 및 V 톱니 톱니: ≤0.02mm
2.기계 의 구성
■ 이중 헤드 수압 듀코일러 + 로딩 트롤리
1) 코일 ID: 500mm
2) 코일 맥스 오드: 1200mm
3) 최대 단일 코일 무게: 2T
4) Decoiler는 동기 단계없는 먹이를 채택, 자동 긴장 및 느슨합니다.
5) 작업 공기 압력: 0.8Mpa
■ 버퍼 장치
1) 기울기판, 격렬 시스템 및 탐지 스위치로 구성된 비 틈식 공급 버퍼 장치를 채택하십시오.
2) 탐지 스위치는 버퍼 보드에 설치되어 있으며, CRGO 스트립 위치 변경 트리거 탐지 스위치는 decoiler 공급을 제어 신호를 보내기 위해 설치되어 있습니다.하위 제한 정지, 정상, 가속 및 저속 제어.
■ 피더 머신
1) 롤러 구조
2) 길이 측정 롤러, 서보 모터, 동기 띠 바퀴 속도 감소 장치, 베이스 등으로 구성됩니다.
3) 길이가 긴 핑치 롤러: 2nos, 아래 롤러는 Gcr15 합금 강철으로 만들어졌으며, 템퍼링, quenching, 롤링 후, 상쪽 롤러 실린더는 폴리우레탄으로 덮입니다.
4) 제어: 세르보 모터 드라이브.
5) 공급 속도: 0-240m/min. (물질 폭이 min 또는 max에 가까워지면 공급 속도를 줄이십시오.)
■ O 펀칭 및 V 노칭
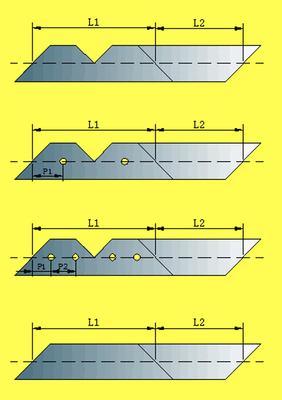
1) 두 개의 세트 O 펀싱 머신 ): 크랭크 샤프트 상부 도어에 직렬 리그를 가진 서보 모터로 구동되어 높은 효율과 낮은 노이즈를 가진 O 펀싱을 수행합니다.구멍 펀치는 AC 서보 모터에 의해 전기적으로 작동하고 인코더는 낮은 소음과 매우 빠른 펀치를 보장 할 수 있습니다.
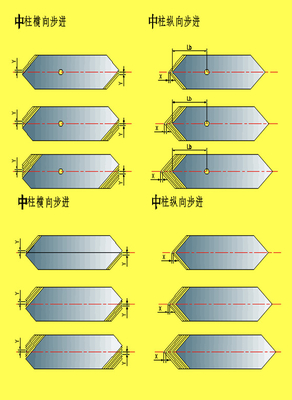
2) V 크로싱 머신: 크랭크 샤프트 상단 다이에 인프라가 설치되어 있는 세로 모터에 의해 구동되어 V 크로싱을 수행하며, 높은 효율과 낮은 소음을 발생시킨다.V notching 단위는 멍에와 중앙 코어 다리 시트에서 V notch 펀칭을 위해 사용됩니다표준 겹치는 코어에서 V 노치는 필요한 프로그램에 따라 배치됩니다. V 노칭 기계는 스텝 랩 기능을 달성하기 위해 자동으로 폭 조절 모터를 가지고 있습니다.
3) O 펀칭 및 V 앵칭 매트에는 단단한 합금 절단 도구가 사용되며, 각 앵칭은 O 펀칭을 위해 최소 0.2million번, V 앵칭을 위해 최소 1million번을 사용할 수 있습니다.
■ 면도 기계
1) 깎는 기계는 주로 45°와 135° 고정 깎는 기계로 구성되어 있습니다.
2) 면 장, 요크와 기둥, 직각, 반 오른쪽 반 굽은 각 등을 잘라 줄 것입니다.
3) 그것은 세르보 모터 드라이브, 높은 효율과 낮은 소음을 채택합니다.
4) 단단한 합금 물질을 사용하는 절단기, 각 밀링은 적어도 100만 번을 사용할 수 있습니다.
■ 중앙에 위치 한 너비 조절 메커니즘
1) 중앙 위치 폭 조정 메커니즘은 전체 라인을 위해 채택, 다른 잎 너비 적응, 선형 가이드 레일은 방향을 조절하는 데 사용됩니다,공 나사 드라이브는 전송에 사용됩니다., 전체 라인의 너비 조절 메커니즘은 연결, 위치는 인코더에 의해 감지되고 위치 표시기에 의해 표시됩니다.
■ 전환 단위
1) 일방적인 위치, 변속 벨트 단계없는 속도 조절, 부드럽게 전환.
■ 자동 흡수형 스파킹 장치
1) 그것은 장면을 절단 후, 센서를 통해 servo 모터에 의해 구동, 다음 컨베이어 벨트를 중지, 그리고 위에 실린더 빨래에 의해 장면을 빨아, 자기에 의해 위 아래 분리 방법을 채택,그 다음 서보 모터로 위아래 이동 및 스택링.
2) 유효한 들어올림 스트록: 320mm
3) 최대 스파킹 시트 길이: 2500mm
■ 공기 시스템
기압 시스템은 Airtac 밸브 타이완 제어 시스템을 채택합니다. 건설은 컴팩트하고 연결이 편리하며 버스 연결이 채택됩니다.
■ 전기 제어 시스템 및 작업 스테이션
1) 드라이브 모터: 델타 서보 모터
2) PLC 모든 논리 제어: 델타 모터 제어 시스템 (운동 제어 시스템)
3구성 목록
| - 아니 |
부문 |
브랜드 |
| 1 |
류류 |
HRB |
| 2 |
깎기 |
다이아몬드 |
| 3 |
V 톱니 톱니
O 펀칭 다이
|
다이아몬드 |
| 4 |
세르보 모터 |
델타 |
| 5 |
세르보 제어 시스템 |
델타 |
| 6 |
인간-컴퓨터 인터페이스 |
델타 |
| 7 |
선형 가이드 |
랩링 |
| 8 |
공 나사 |
랩링 |
| 9 |
공기 실린더 |
공습 |
| 10 |
인코더 |
델타 |
| 10 |
근접 스위치 |
델타 |
| 11 |
LV 장비 |
CHINT |
| 12 |
에어컨 |
레이보 |
| - 아니 |
부문 |
수 |
| 1 |
고압 윤활유 총 |
1 쌍 |
| 2 |
그레이스 총 |
1 쌍 |
| 3 |
24-27 오픈 엔드 레인치 |
1 쌍 |
| 4 |
18-21 오픈 엔드 레인치 |
1 쌍 |
| 5 |
17-19 오픈 엔드 레인치 |
1 쌍 |
| 6 |
직선 스크루드라이버 |
1 쌍 |
| 7 |
크로스 스크루브라이버 |
1 쌍 |
| 8 |
앨런 랭치 |
1 세트 |
| 9 |
450L 동기 벨트 |
5번 |
| 10 |
750H 동기 벨트 |
5번 |
| 11 |
445H 동기 벨트 |
5번 |
| 12 |
230H 동기 벨트 |
5번 |
| 13 |
광전기 근접 스위치 |
5번 |
| 14 |
공기 실린더 TDA20*10 |
2 제2항 |
| 15 |
자기 밸브 DC24V 4.8W |
2 제2항 |
| 16 |
에어 소스 프로세서 AC 2010-02 |
제1항 |
| 17 |
가이드 레이어 6000Z |
30 개 |
| 18 |
가이드 레이어 606ZZ |
30 개 |
| 19 |
럭스Φ70*20 |
2 제2항 |
| 20 |
플러그 Φ47*17 |
2 제2항 |
| 21 |
벨트 2*25*2500 |
5번 |
| 22 |
벨트 2*80*6680 |
5번 |
| 23 |
벨트 2*80*6900 |
5번 |

 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다!